Очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Особенности конструкции
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм |
300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 - 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
| Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа "ласточкин хвост", увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
| Характеристика | Значение |
|---|---|
| Размеры рабочей поверхности (длина х ширина), мм | 1600х400 |
| Число Т-образных пазов | 3 | 800 |
| Наибольшее перемещение стола, мм: | |
| - продольное механическое/ручное | 1010/1010 |
| - поперечное механическое/ручное | 300(280*)/320 |
| - вертикальное механическое/ручное | 400/420 |
| Перемещение стола на одно деление лимба (продольное поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм: | |
| - продольное | 4 |
| - поперечное | 6 |
| - вертикальное | 2 |
| Точность линейных координат перемещений стола(при оснащении УЦИ), мкм | |
| - продольное (координата "Х") | 50* |
| - поперечное (координата "Y") | 50* |
| - вертикальное (координата "Z") | 50* |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Наибольшее и наименьшее перемещение от торца шпинделя до рабочей поверхности стола при ручном перемещении, мм | 30-500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, град | ±45 |
| Количество скоростей шпинделя | 18 |
| Пределы бесступенчатой регулировки скорости подач, мм/мин: | |
| - продольной рабочая/ускоренная | 25-1250/3000 |
| - поперечной рабочая/ускоренная | 25-1250/3000 |
| - вертикальной рабочая/ускоренная | 8,3-416,6/1000 |
| Мощность электродвигателя, кВт: | |
| - главного движения | 11 |
| - привода подач | 2,1 |
| Мощность электронасоса охлаждения жидкости, кВт | 0,12 |
| Производительность электронасоса охлаждающей жидкости, л/мин | 22 |
| Класс точности станка | Н |
| Масса |
Выпуск станочного агрегата для выполнения фрезерных работ ВМ127 был освоен на Воткинском машиностроительном комбинате, который работает и до настоящего времени под названием "Воткинский завод".
На Воткинском комбинате металлорежущие агрегаты выпускались с середины 1950-х годов. Описываемый нами станок стал самой первой модификацией оборудования ВМ-серии. Его технические параметры аналогичны показателям таких агрегатов, как 6Т13, 6Р13, FSS450R, 6М13. На сегодняшний день на заводе производят более современные версии станка – ВМ130М, ВМ127М, ВМ133, но и их "предок" пользуется немалой популярностью на предприятиях, специализирующихся на мелкосерийном выпуске продукции.
Данная консольно-фрезерная установка дает возможность осуществлять качественную обработку заготовок из разных материалов (из горячекатаных и стали, цветных сплавов, всех видов чугуна).
Для этих целей используются цилиндрические, торцовые, радиусные и концевые фрезы. Допускается применение и другого режущего фрезерного инструмента.
Станок можно встраивать в многоагрегатные производственные линии (он способен функционировать в полностью автоматических и полуавтоматических циклах) либо использовать самостоятельно для обработки рамок, пазов, любых плоскостей (наклонных, горизонтальных, вертикальных), зубчатых колес, углов и так далее. Его востребованность среди малых фирм обусловлена возможностью легкой переналадки режущего инструмента и специальных приспособлений, а также простотой выполнения обслуживающих мероприятий.Станок позволяет на все сто процентов пользоваться потенциалом инструмента из .
Среди достоинств агрегата также стоит выделить:

Указанные преимущества обеспечивают высокую эффективность и простоту работы станочного фрезерного оборудования. Именно эти факторы важны для ситуаций, когда необходимо обрабатывать небольшие партии деталей.
Составные части агрегата:

Шпиндель станка имеет следующие характеристики:

Рабочий стол агрегата описывается такими показателями:

Механика станка характеризуется такими важными величинами, как:
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.

Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.

Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Вертикальный консольно-фрезерный универсальный станок ВМ127 выпускался на предприятии Воткинский машиностроительный завод , основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127 - аналоги станков 6Р13, 6М13, ВМ127М , ВМ130 , токарный настольный Универсал-В , а также фрезерные станки с ЧПУ ВМ133 , ВМ500ПМФ4 .
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением - до 300 кг.
Консольно-фрезерный станок ВМ127 заменил в 1980 году широко известный фрезерный станок 6Р13 , разработанный на Горьковском заводе фрезерных станков и был заменен в конце 80-х на более совершенный ВМ127М .
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание
Мощный привод главного движения станка ВМ 127 и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127 переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.

Фото консольно-фрезерного станка вм127
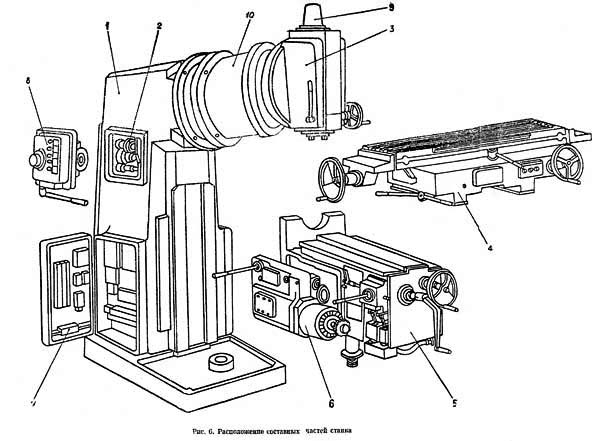
Расположение составных частей консольно-фрезерного станка вм127

Расположение составных частей консольно-фрезерного станка вм127

Кинематическая схема фрезерного станка вм127
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.

Электрическая схема фрезерного станка вм127
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * Размер 30 мм обеспечивается за счет выдвижения шпинделя |
30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
Примечания
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими. радиусными и другими фрезами. Масса детали с приспособлением - до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Техническая характеристика и жесткость станка позволяют полностью использовать возможности быстрорежущего и твердосплавпого инструмента.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Кинематическая схема

Привод главного движения

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
Привод подач

Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещении.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка

Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к пен четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
через отверстие отвертыванием винта 2 расконтрагаевается гайка 1;
стальным стержнем гайка 1 застопоривается. По воротом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника!
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину"
полукольца устанавливаются на место и закрепляются:
привертывается фланец 5. Для Устранения радиального люфта в 0,01 мм полукольца необходимо под шлифовывать примерно на 0/12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы-шприцеванием.
Коробка скоростей

Коробка скоростей смонтировала непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5-0,7 мм.
Осмотр коробки скоростей можно производить через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса; около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределтеля, расположенного над коробкой скоростей.
Коробка переключения скоростей

Коробка переключения скоростей позволяет
выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16). передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный, валик с диском переключения 7.
Диск переключения можно поворачивать указатели скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18 .На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин. и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Коробка подач

Коробка подач обеспечивает получение рабочих подач н быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 7 (рис. 17) через шариковую предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 п выходным валом 7.
При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая, в свою очередь, соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются н передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
Коробка переключения подач

Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы д логичен работе коробки переключения скоростей.
Для предотвращения, смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком.24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку
Фиксация поворота диска переключения: 21 осуществляется шариком;22 через фиксаторную вилку 25, связанную шпонкой с валиком 29.Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределитедя, отводятся две трубки: га глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Консоль

Консоль является базовым узлом, объединяющим узлы цепи подач стайка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях-к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода» электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые "колеса 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное па гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 п свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Механизм включения вертикальной и поперечной подач

Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.При движении рукоятки вправо пли влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами Управляет через рычажную систему включением кулачковых муфт, а через штифты - конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, па который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода - поворачивается.
Блокировка» предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой по-. дачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рпс. 23) н подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от пего трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подач, механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке К золотниковому распределителю.
От золотникового распределителя отводятся труо-кп для смазки вертикальных направляющих консоли, па штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
Стол и салазки

Стол и салазки (рис. 26) обеспечивают про-дольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 45 (рис 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) п, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3-5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100-125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 п 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи впита 10. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
Электрическая схема

Электросхема позволяет производить работу на станке в следующих режимах: «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола» «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем S 1. Выбор режима работы производится переключателем S 6. Работа станка в наладочном режиме при не вращающемся шпинделе обеспечивается установкой реверсивного переключателя S 2 в среднее пулевое положение.
ВНИМАНИЕ!
ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЮЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя кнопкой а электродвигателя подачи - конечным выключателем импульса S 14. При нажатии кнопки S 9 включаются К4 и К"1. Н. О. контакты К1 включают реле КЗ, которое за счет своего н. о. контакта становятся на самопитание, а н. з. контактом разрывает цепь питания К4.
- При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов S17; S19; S15;S16;S20 Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи S 17; S 19, для вертикальной и поперечной подач- S5; S6. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск», S 10, S 11, «Стоп» 7. S8. Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии S 12 кнопки «Быстро», включающей пускателем КЗ электромагнит быстрого хода V1.
Торможение электродвигателя шпинделя - электродинамическое и осуществляется пускателем К2, создающим цепь постоянного тока от выпрямителя VI в обмотку статора. Реле напряжения К1 служит для защиты диодов от пробоя. Напряжение обмотки Т1 равно 36 В при напряжении сети 220 В и, 65 В при напряжении сети 380 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается, блокировка осуществляется конечными выключателями S 15-S19.
При автоматическом управлении переключатель S 6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл».
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S 20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 34) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем S 18 Конечный выключатель S 20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы. Работа электросхемы в этом режиме объясняется Диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 41 -17 конечного выключателя S 18 должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 па диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б па рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положение 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя Ко осуществляется через контакты 33-43 конечного выключателя S 18. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 па диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.







